

Деформация и напряжение - Изготовление фальшборта судна - Транспорт - TraceTransport.ru
Опубликовано: 18.10.2018
Возникновение сварочных напряжений и деформаций
Температурное воздействие сварки на конструкцию вызывает внутренние напряжения, а также различного вида деформации - коробление, изменение длины и т.п.
Сварочные напряжения и деформации и влияние их на конструкцию являются одной из основных проблем сварных конструкций. От величины и характера сварочных напряжений и деформаций зависит пригодность конструкций к эксплуатации. Характер сварочных напряжений и причины их возникновения различны.
Сварочные напряжения могут быть вызваны как неравномерным распределением теператур при сварке (тепловые напряжения), так и структурными превращениями стали в процессе сварки (структурные напряжения).
Сварочные напряжения могут быть временные, существующие лишь при определенном температурном состоянии в процессе сварки, и остаточные (называемые также усадочными), остающиеся в готовом изделии после окончания сварки. Наибольшее значение с точки зрения эксплуатационных качеств конструкции имеют остаточные напряжения. Остаточные напряжения появляются в результате неравномерного распределения температуры при нагревании и пластических деформаций, возникающих в процессе сварки. Напряжения могут быть линейными, плоскостными и объемными. Наиболее опасными являются объемные и плоскостные напряжения, понижающие пластические свойства металла.
Если напряжения возникают в результате закрепления свариваемого элемента какими-либо внешними связями и исчезают после удаления этих связей, то они называются реактивными. Наконец, напряжения могут быть продольные, направленные параллельно оси сварного шва, и поперечные, направленные перпендикулярно оси шва.
Сварочные деформации возникают от неравномерного нагрева изделия в процессе сварки и частично остаются в нем в результате усадки при остывании сварного шва и разгретого основного металла. Деформации могут быть местные, в виде отдельных выпучин или искривлений, и общие, когда все изделие в целом (например, балка) получает искривление или укорочение. Наличие значительных деформаций может существенно уменьшить несущую способность конструкции или сделать ее непригодной 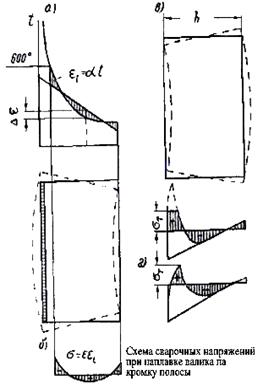 для эксплуатации, и поэтому они недопустимы.
для эксплуатации, и поэтому они недопустимы.
Сварочные деформации и напряжения получаются оттого, что свободным деформациям фибр нагреваемого элемента мешает слитность детали в целом. Так, например, при наложении на кромку полосы валика наплавленного металла температурные удлинения отдельных фибр полосы, если предполагать их свободными, должны меняться по криволинейному закону изменения температуры в полосе (рис. А). В действительности же деформации слитной полосы следуют прямолинейному закону изгиба. Разность между свободными и фактическими деформациями погашается возникающими от этой разности температурными напряжениями (рис. Б).
В зоне с температурой более 600o температурные напряжения отсутствуют, поскольку здесь металл находится в пластическом состоянии. При этом более нагретые фибры получают от соседних, с ними связанных и менее нагретых фибр сжимающие воздействия, препятствующие развитию деформаций более нагретых фибр. В результате зона металла, разогретая до температуры выше 600o, получает усадку в виде остаточных деформаций.
Температурные напряжения являются уравновешенными. Этим условием (т.е. равенством нулю суммы напряжений и суммы моментов эпюры температурных напряжений) определяется положение прямой линейных деформаций изгиба полосы, характеризующей кривизну изгиба.
При остывании кривая свободных температурных деформаций падает и изменяется по форме, выравнивается, так как более нагретые области остывают быстрее; остывающие фибры полосы укорачиваются.
Наиболее интенсивно и вместе с тем наиболее длительно остывают больше всего разогретые области металла; при этом остывании они получают от связанных с ними соседних, менее нагретых и более жестких фибр воздествия, препятствующие их укорочению, т.е. возбуждающие в них растягивающие напряжения. Таким образом, укорачиванию наиболее нагретых фибр препятствуют смежные, менее нагретые и ранее остывшие области металла. В результате в остывшей полосе возникает новая эпюра сварочных, теперь уже остаточных напряжений с растянутыми волокнами в области наибольшего разогрева (рис. В). Полоса получает выгиб, обратный тому, который имелся в процессе нагрева, т.е. выпуклостью к стороне, не имеющей наплавленного валика.
Форма эпюры остаточных напряжений зависит от величины зоны пластических деформаций нагрева и ширины полосы и определяется уравновешенностью эпюры. При небольшой ширине зоны разогрева, т.е. при малом количестве вводимого тепла, что может иметь место при слабом токе или большой скорости сварки, интенсивность падения кривой температурных удлинений резко повышается (так как разность температур зоны разогрева всегда остается постоянной от температуры 1400o наплавленного валика до 600o у края зоны пластического состояния стали, а длина зоны разогрева уменьшается); поэтому основная масса металла разогревается слабо и оказывает резкое противодействие свободным удлинениям разогретой зоны. В результате возникают значительные пластические деформации нагрева, которые при остывании вызывают большие остаточные (усадочные) деформации и напряжения со стороны наплавленного валика.