

Производство ендовы на листогибочном станке
Опубликовано: 15.10.2018

Сегодня все чаще используют многоскатные крыши, которые придают эксклюзивный и красивый внешний вид зданию. Однако из-за сложной формы конструкции необходимо использовать дополнительные кровельные элементы. Одним из них является ендова.

Ендова – это элемент, который располагается между плоскостями крыши и используется для их соединения. Ее основным отличием от конька является то, что ее используют на стыке скатов, образующих отрицательный угол.
Существует два типа ендов – нижняя (внутренняя) и верхняя (наружная). Нижняя обеспечивает надежность и герметичность конструкции, препятствуя попаданию влаги под кровлю. Верхняя, как правило, выступает над нижней на 15-20 см и выполняет эстетическую функцию.
Станок для производства профиля ендова (кровельный конек)
Производство нижней ендовы на листогибах
Как Вы уже успели заметить, ендовы выполняют важную функцию защиты кровли от попадания влаги, следовательно, для ее изготовления должны использоваться качественные материалы. Большинство производителей доборных элементов кровли отдают предпочтение оцинкованной стали, и на это есть ряд причин:
Как согнуть фигурную торцевую планку | Фигурная торцевая планка
выдерживает сильные перепады температур; обеспечивает прекрасную защиту от коррозии за счет различных полимерных покрытий; имеет низкую себестоимость, по сравнению с аналогами.
Основным оборудованием для производства ендовы является листогибочный станок. С его помощью осуществляется процесс гибки металла, за счет которого изделие приобретает необходимую форму. Следовательно, чем более надежным и проверенным оборудованием Вы пользуетесь, тем вероятнее получение качественной продукции.
Рассмотрим изготовление ендовы на двух станках разных брендов: американском листогибе Van Mark Trimmaster Industrial и листогибочном станке европейского производителя Metal Master LBM 200.
Этапы производства нижней (внутренней) ендовы на ручном листогибочном станке
Рассмотрим производство внутренней ендовы на листогибе Van Mark Trimmaster Industrial .
Этап 1. Для начала нам нужно разметить и выкроить заготовку необходимых размеров из металлического листа, либо рулона. Сделать это можно при помощи роликового ножа. При покупке листогиба, данное оборудование, как правило идет в комплекте, либо его можно приобрести отдельно под необходимую модель листогиба. В случае, если Вы владеете крупным предприятием – целесообразнее использовать гильотину , с ее помощью можно увеличить объем производства, путем ускорения процесса рубки металла на заготовки.
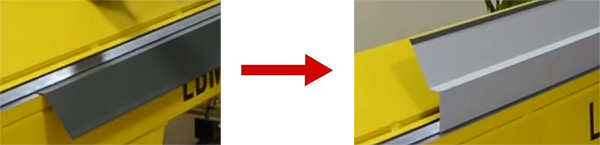
Этап 2. Размещаем лист металла в листогибе, оставляя с наружной стороны полку в 15 мм. Далее осуществляем первый гиб по краю детали на 135°.

Этап 3. Затем перемещаем заготовку так, чтобы наружная сторона была снизу, после чего размещаем ее на прижимной балке и затем догибаем до 180°.

Также, чтобы произвести догиб до 180 градусов на листогибе, можно воспользоваться фальцезакаточной машинкой.
Этап 4. Проводим этапы 2-3 с противоположным краем заготовки.Этап 5. Фиксируем заготовку окрашенной стороной вверх, после чего, осуществляем гиб в центре изделия на 75°, (соответственно, по краям в каждую сторону остается 295 мм).

Готовое изделие будет выглядеть следующим образом:

Этапы производства верхней (наружной) ендовы на ручном листогибочном станке
Рассмотрим изготовление внутренней ендовы на листогибе Metal Master LBM 200 .
Первые 4 этапа изготовления верхней ендовы будут аналогичными с процессом производства нижней ендовы.
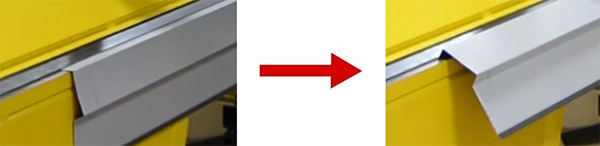
Этап 5. Фиксируем заготовку окрашенной стороной вниз, оставляя снаружи полку 145 мм, после чего осуществляем гиб на 70°

Этап 6. Вытаскиваем и поворачиваем изделие так, чтобы полка с согнутым краем оставалась снаружи, а расстояние между текущей и линией гиба с прошлого шага составляло 20 мм, далее вновь гнем заготовку на 90°. Затем продвигаем деталь наружу еще на 30 мм и вновь делаем сгиб на 90°
Этап 7. Вынимаем заготовку из станка, поворачиваем и фиксируем, оставляя всю часть делали, подвергавшуюся гибке, снаружи. И вновь осуществляем симметричный гиб на 70°
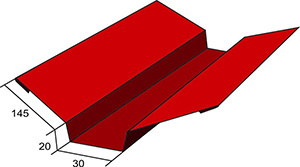
Готовое изделие будет выглядеть следующим образом:
Как можно заметить, оба листогибочных станка отлично справляются с поставленными задачами. И порой, достаточно сложно бывает сделать выбор между тем или иным производителем. Тем не менее, перед покупкой любого листогиба обязательно нужно обратить внимание на следующие основные параметры листогибочного станка . Оборудование должно соответствовать предъявляемым к нему требованиям.
Если у Вас все еще остались сомнения, какой же листогиб выбрать для изготовления доборных элементов кровли? Советуем обратиться к нашим специалистам , которые с радостью Вас проконсультируют и ответят на любые интересующие вопросы.